



扫 一 扫 关 注 我 们
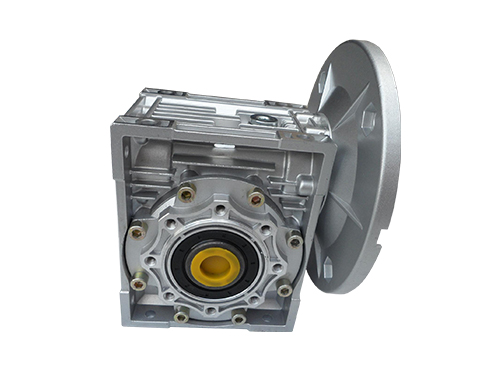
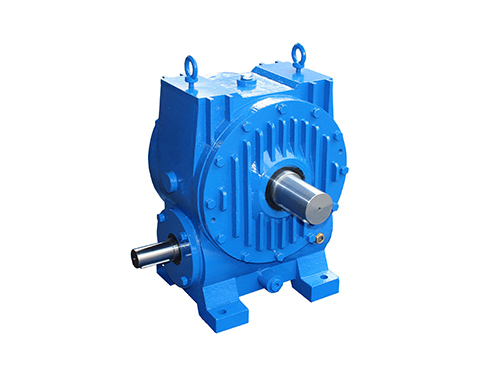
圆弧齿圆柱蜗杆减速器作为工业传动系统的核心部件,其稳定运行直接关系到设备整体性能。通过系统化的保养与定期检查调整,可延长设备寿命、降低故障率。以下从润滑管理、清洁维护、关键部件检查及调整方法四个维度展开说明。
一、润滑系统的细致管理
润滑是确定蜗杆减速器正常运转的核心环节。闭式减速器普遍采用浸油润滑方式,需确定油池深层覆盖蜗轮或蜗杆一齿高,同时避免油位过高导致搅动损耗。润滑油的选择需根据工况调整:高温环境下应选用黏度较不错的合成油,低温场景则需低凝固点产品。初次运行200-400小时后需愈换润滑油,此后每4000-5000小时或每年替换一次,若发现油液乳化、变色或含金属碎屑,需立即愈换。
在油位监测方面,可通过油窗或油标定期检查,油量处于设计范围。对于运转设备,需安装油温传感器,当温度超过85℃时触发报警。冬季启动前,若环境温度低于0℃,需预热润滑油至0℃以上或选用低凝固点油品,防止冷启动损伤齿轮表面。
二、清洁维护的标准化流程
外部清洁需每季度进行一次处理,使用软布配合中性清洁剂擦拭箱体表面,主要清理油污与灰尘,防止腐蚀性物质侵蚀金属外壳。内部清洁则需结合定期检修开展,拆解后用高压气枪吹扫齿轮啮合区、轴承位等部位的积尘,对于铝合金箱体需避免使用钢丝刷等硬质工具。
密封件维护是防止漏油的关键。需每半年检查油封、密封垫的完整性,若发现老化裂纹或弹性失效,需立即替换。油塞、油镜等附件需定期紧固,防止因振动导致的松动。在粉尘大的工作环境中,需缩短清洁周期至每月一次,并在箱体通风口加装防尘网。
三、关键部件的专项检查
蜗轮蜗杆磨损检测
蜗轮通常采用锡青铜材质,其硬度低于蜗杆的硬质钢材,长期运行后易出现磨损。检查时需观察齿面接触斑痕分布,若斑痕偏向齿顶或齿根,表明安装中心距存在偏差。对于轻微点蚀,可采用喷丸工艺修理;若齿面剥落面积超过15%,则需愈换新齿轮。
轴承状态评估
滚动轴承的失效多表现为滚道麻点、保持架断裂或径向间隙增大。检查时需拆解轴承端盖,用千分表测量游隙,若超过标准值需替换。对于圆锥滚子轴承,需检查轴向游隙是否符合设计要求,防止因预紧力不足导致振动。
传动轴系对中检测
联轴器安装误差需控制在允许范围内,否则会引发额外载荷。检查时需用百分表测量两轴的同轴度,若偏差超过0.1mm,需通过调整电机底座或减速器支脚进行校正。输出轴安装联轴器时,严禁直接锤击,应采用轴端螺孔压入或加热装配工艺。
四、调整方法的实践要点
中心距修正
当齿轮啮合噪声增大或出现冲击振动时,需调整蜗轮蜗杆的中心距。对于水平安装的减速器,可通过增减箱体与底座之间的调整垫片实现;垂直安装设备则需调整电机支脚高度。调整后需重新检测齿侧间隙,确定符合设计要求。
背隙控制
细致传动场景对背隙要求严格,需控制在0.05mm以内。调整时可通过修磨蜗轮齿厚或愈换不同厚度的调整垫片实现。对于模块化设计的减速器,部分产品提供可替换的蜗轮组件,可快实现背隙调整。
预紧力优化
圆锥滚子轴承需通过调整端盖螺母控制预紧力。过紧会导致温升过高,过松则引发振动。调整时需用扭矩扳手按标准值紧固,并运行2小时后复测温度,稳定在60℃以下。
通过上述保养与调整措施,圆弧齿圆柱蜗杆减速器可实现全生命周期的性管理。从润滑油的选择到轴承游隙的控制,每个环节均需严格遵循工艺规范,确定设备在复杂工况下稳定运行,为工业生产提供持续的动力确定。