



扫 一 扫 关 注 我 们
蜗轮蜗杆减速机作为机械传动区域的核心设备,凭借其结构紧凑、传动比大、运行平稳等特性,普遍应用于工业自动化、建筑机械、物流运输等区域。其性能的稳定性与性,不仅取决于设计正确性,愈依赖于严格的质量控制标准与细致的结构组成。以下从质量控制标准与结构组成两个维度展开阐述。
一、质量控制标准
1.原材料选择与热处理工艺
蜗轮蜗杆减速机的核心部件——蜗轮与蜗杆,其材料选择直接影响传动速率与使用寿命。蜗杆通常采用合金钢或优良碳钢,通过渗碳淬火或高频感应淬火工艺提升齿面硬度,不怕磨性与不怕乏性;蜗轮则多选用锡青铜或铝青铜,通过离心铸造工艺提升材料致密度,优化自润滑性能。热处理过程中需严格控制温度与时间,避免因过热导致晶粒粗化或淬火裂纹,确定材料性能符合设计要求。
2.加工精度与表面质量
加工精度是衡量减速机性能的关键指标。蜗杆齿形需通过滚齿或磨齿工艺成型,齿距偏差、齿形误差符合标准,降低传动噪声;蜗轮齿面则需通过铣削或插齿工艺加工,配合蜗杆实现准确啮合。表面质量方面,齿面粗糙度需控制在正确范围内,防止因摩擦系数过高导致磨损加剧。此外,加工过程中需对关键尺寸进行全检,如蜗杆轴向齿距、蜗轮径向跳动等,确定装配后传动平稳无卡滞。
3.装配与调试规范
装配环节需严格遵循工艺流程,各部件相对位置精度。箱体作为支撑基座,需通过用工装确定蜗轮蜗杆轴线交错角为90°,误差控制在允许范围内;轴承与轴的配合需采用过盈或间隙配合,防止运转时产生轴向窜动;密封件安装需均匀涂抹润滑脂,避免漏油现象。调试阶段需进行空载与负载试验,空载运行时需检查传动机构是否灵活,负载试验则需逐步加载至额定载荷,监测油温、噪声等参数,确定无异常温升或振动。
4.润滑与(以实际报告为主)要求
润滑管理是延长减速机寿命的重要手段。需根据工况选择适当的润滑油,如低速重载场景选用高粘度齿轮油,轻载场景选用低粘度润滑油。加油时需油量至油窗指定位置,避免因润滑不足导致部件磨损。(以实际报告为主)方面,箱体内部未加工表面需涂覆不怕油漆,外部喷漆需选择散热性良好的颜色,防止长期暴露导致锈蚀。
二、结构组成
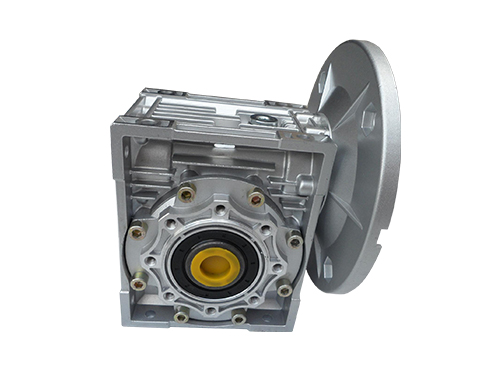
1.传动部件:蜗轮与蜗杆
蜗轮蜗杆是减速机的核心传动部件,通过螺旋齿面啮合实现运动与动力传递。蜗杆通常为单头或多头螺旋结构,其轴向齿距与蜗轮周节匹配,确定啮合时无干涉;蜗轮则采用组合结构,轮缘与轮毂通过过盈配合或螺栓连接,便于替换磨损部件。两者轴线在空间交错成90°,通过调整中心距实现不同传动比。
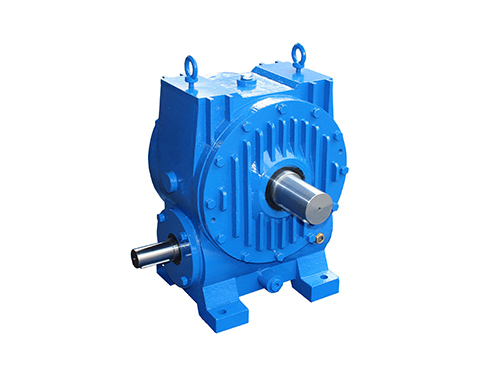
2.支撑部件:箱体与轴承
箱体是减速机的基座,需具备足够的强度与刚性以支撑内部载荷。其结构通常为整体式或剖分式,剖分式箱体通过螺栓连接,便于检修与维护。箱体内部设有油池,用于储存润滑油,并通过油标显示油量。轴承作为支撑元件,需承受蜗轮蜗杆的径向与轴向载荷,通常采用圆锥滚子轴承或角接触球轴承,运转时无轴向位移。
3.辅助部件:密封件与附件
密封件是防止润滑油泄漏的关键部件,通常采用骨架油封或迷宫密封结构,通过弹性变形或复杂流道阻断油液外泄。附件包括透气塞、放油螺塞、观察孔盖等,透气塞用于平衡箱体内外气压,防止因压力差导致漏油;放油螺塞便于定期替换润滑油;观察孔盖则用于检查齿面磨损情况。
结语
蜗轮蜗杆减速机的质量控制与结构组成是确定其性能的核心环节。从原材料选择到热处理工艺,从加工精度到装配调试,各道工序均需精益求精;从传动部件到支撑结构,从密封件到辅助附件,各处设计均需兼顾功能性与性。未来,随着材料与加工技术的进步,蜗轮蜗杆减速机的制造工艺将进一步优化,推动机械传动区域向愈精度不错、愈长寿命的方向发展。